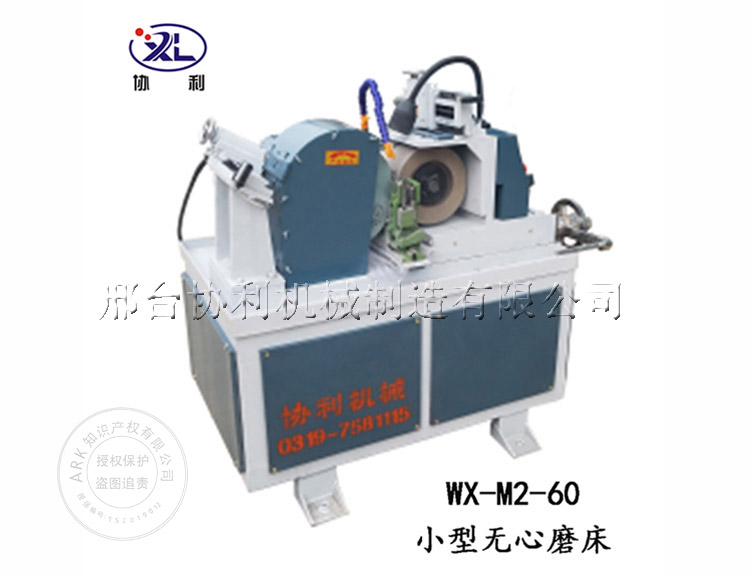
WX-M2-60їъі≤ћЎµг£Ї
°ф…∞¬÷µЉ¬÷њнґ»125mm£ђ ƒ•ѕчЅњЄьіуќ»ґ®–‘ЄьЇ√°£
°ф їъі≤≤ЉЊ÷≤…”√µЉ¬÷Љ№µ•√ж“∆ґѓЈљ љ°£
°ф …∞¬÷÷б≤…”√–ь…мљбєє£ђЄьїї…∞¬÷Јљ±г°£
°ф µЉ¬÷÷б≤…”√–ь…мљбєє£ђЄьїїµЉ¬÷Јљ±г°£
°ф µЉ¬÷≤…”√±д∆µµчЋў£ђњ… µѕ÷≤їЌђ÷±Њґє§ЉюљшЄшЋўґ»°£
°ф їъі≤≈д±Є«–»лƒ•їъєє£ђњ… µѕ÷ћ®љ„√ж”л„ґ√жƒ•ѕъ°£
°ф їъі≤њ…≈д±Є≥§є§ЉюЌ®ƒ•Ќ–Љ№°£
°ф їъі≤њ…∆•≈дґа÷÷„‘ґѓ ’ЋЌЅѕ…и±Є“‘Љ∞„‘ґѓїѓїъ–µ ÷°£
÷ч“™”√ЌЊЉ∞ ”√ЈґќІ£Ї
°ф Є√їъ≥э„∞…∞¬÷ƒ•ѕчЌв£ђїї…ѕPVA≈„єв¬÷њ…ґ‘є§Љюљш––ЄяЅЅ ™≈„°£
°ф ÷ч“™”√јіґ‘Єч÷÷»¶ја°Ґ÷бјаЅгЉюµƒ‘≤÷щ√жљш––Ќ®ƒ•£ђґ‘Єч÷÷љ„ћЁ°Ґ„ґ–ќЇЌ‘≤÷щ–ќ–э„™√жљш––∞л„‘ґѓЇЌ„‘ґѓ«–»лƒ•ѕч°£
WX-M2-60÷ч“™ЉЉ х≤ќ э£Ї
°ф „ЁљшЄшƒ•ѕч
1°Ґƒ•ѕчє§Љю÷±Њґ 0.8®C60mm
2°Ґ„оіуƒ•ѕч≥§ґ» 1000mm
°фЇбљшЄшƒ•ѕч
1°Ґƒ•ѕчє§Љю÷±Њґ 2®C60mm
2°Ґ„оіуƒ•ѕч≥§ґ» 125mm
°фƒ•ѕч¬÷єжЄс P350*125*127
°фµЉ¬÷єжЄс P250*125*75
°фƒ•ѕч¬÷„™Ћў 2000r/min
°фµЉ¬÷„™Ћў ќёЉґ5-240 r/min
°фµЉ¬÷їЎ„™љ«ґ»
1°Ґіє÷±√жƒЏ -2°г -5°г
2°ҐЋЃ∆љ√жƒЏ -10°г-10°г
°ф±к„Љ ‘∞фƒ•ѕчЊЂґ»£®ø 20 °Ѕ 75 £©
1°Ґ ‘≤ґ» 2 ¶ћ m
2°Ґ ‘≤÷щґ» 3 ¶ћ m
3°Ґі÷≤Џґ» Ra0.2 ¶ћ m
°фƒ•ѕчљшЄшЅњ њћґ»≈ћ√њЄсљшЄшЅњ0.002mm
°фјд»і±√ЅчЅњ 25L/min
°ф…и±Єє¶¬ 5KW
1°Ґƒ•ѕч¬÷µзґѓїъ 4.0kw
2°ҐµЉ¬÷µзґѓїъ 0.75kw
3°Ґјд»і±√µзґѓїъ 0.09kw
°фїъі≤“эљ”µз‘і 3ѕа4ѕя380V 50Hz
°фїъі≤Ќв–ќ≥яіз 1300*960*1300mm
°фїъі≤÷ЎЅњ ‘Љ1000kg

”¶”√ќё–ƒƒ•ѕчЈ®ƒ•ѕчє§Љюµƒ–э„™±н√жµƒƒ•і≤£ђЌ®≥£÷Єќё–ƒЌв‘≤ƒ•і≤°£‘Џќё–ƒЌв‘≤ƒ•і≤…ѕ£ђє§Љю≤ї”√ґ•Љвґ®–ƒЇЌ÷І≥–£ђґш «Ј≈‘Џ…∞¬÷ЇЌµЉ¬÷÷ЃЉд,”…Ќ–∞еЇЌµЉ¬÷÷І≥–°£…∞¬÷“ї∞г„∞‘Џ÷ч÷бґЋ≤њ,њнґ»іуќё–ƒЌв‘≤ƒ•і≤”Џ250ЇЅ√„µƒ…∞¬÷‘т„∞‘Џ÷ч÷б÷–≤њ,…∞¬÷„оіуњнґ»њ…іп900ЇЅ√„°£…∞¬÷ЄяЋў–э„™љш––ƒ•ѕч,µЉ¬÷“‘љѕ¬эЋўґ»Ќђѕт–э„™£ђішґѓє§Љю–э„™„ч‘≤÷№љшЄш°£єбі©ƒ•ѕч ±£ђЌ®єэµч’ыµЉ¬÷÷бѕяµƒќҐ–°«г–±љ«јі µѕ÷÷бѕтљшЄш£ђ ”Џƒ•ѕчѕЄ≥§‘≤÷щ–ќє§Љю°Ґќё÷––ƒњ„µƒґћ÷бЇЌћ„јає§Љюµ»°£«–»лƒ•ѕч ±,Ќ®єэµЉ¬÷Љ№їт…∞¬÷Љ№µƒ“∆ґѓјі µѕ÷ЊґѕтљшЄш, ”Џƒ•ѕчіш÷бЉзїтЌєћ®µƒє§Љю£ђ“‘Љ∞‘≤„ґће°Ґ«тћеїт∆дЋыЋЎѕя ««ъѕяµƒє§Љю°£

ќё–ƒƒ•і≤µƒ…ъ≤ъ¬ љѕЄя£ђЉ”…ѕЄч÷÷…ѕѕ¬Ѕѕ„∞÷√Їу“„”Џ µѕ÷„‘ґѓїѓ£ђіуґа”√”ЏіуЅњ…ъ≤ъ£ђњ…”…≤їЇ№ мЅЈµƒє§»Ћ≤ў„ч°£ќё–ƒƒ•і≤ƒ•ѕчЊЂґ»“ї∞гќ™£Ї‘≤ґ»2ќҐ√„£ђ≥яізЊЂґ»4ќҐ√„£ђЄяЊЂґ»ќё–ƒƒ•і≤њ…Ј÷±ріпµљ0.5ќҐ√„ЇЌ2ќҐ√„°£іЋЌвїє”–ќё–ƒƒЏ‘≤ƒ•і≤ЇЌќё–ƒ¬Ёќ∆ƒ•і≤µ»°£ќё–ƒƒ•і≤ƒ№„‘ґѓ–ё’ыЇЌ„‘ґѓ≤є≥•°£µЉ¬÷љшЄшµЉємќ™ЋЂV–Ќєц’лµЉ¬÷£ђ≤…”√Ћ≈ЈюµзїъљшЄш£ђƒ№”л…∞¬÷–ё’ыѕаї•≤є≥•°£їъі≤≈д”–„‘ґѓ…ѕѕ¬Ѕѕїъєє£ђƒ№љш––„‘ґѓ—≠їЈƒ•ѕч°£

ќё–ƒЌв‘≤ƒ•і≤÷ч“™”–»э÷÷ƒ•ѕчЈљЈ®£їЌ®єэ љ°Ґ«–»л љЇЌ«–»л“їЌ®єэ љ°ҐЌ®єэ љќё–ƒƒ•ѕч°£є§Љю—Ў…∞¬÷÷бѕяЈљѕтљшЄшљш––ƒ•ѕч°£µч’ыµЉ¬÷÷бѕяµƒќҐ–°«гљ«јі µѕ÷є§Љю÷бѕтљшЄш°£ ”Џƒ•ѕчѕЄ≥§‘≤÷щ–ќє§Љю°£ќё÷––ƒњ„µƒґћ÷бЇЌћ„јає§Љюµ»°£«–»л љќё–ƒƒ•ѕч°£Ќ–∞е…ѕ”–÷бѕтґ®ќї÷Іµг£ђє§Љю÷І≥–‘ЏЌ–∞е“їґ®ќї÷√…ѕ£ђ“‘…∞¬÷їтµЉ¬÷«–»лљш––ƒ•ѕч°£”√”Џƒ•ѕчіш÷бЉзїтЌєћ®µƒє§Љю“‘Љ∞‘≤„ґће£ђ«тћеїт∆дЋыїЎ„™ћеє§Љю°£«–»л“їЌ®єэ љќё–ƒƒ•ѕч «’вЅљ’яµƒЄіЇѕ°£іЋЌв£ђїє”–«–ѕяљшЄш љƒ•ѕчЇЌ єішћ®љ„µƒє§Љю‘Џ÷бѕтљш°ҐЌЋµƒґЋ√жљшЄш љƒ•ѕч°£ќё–ƒЌв‘≤ƒ•і≤…ъ≤ъ¬ љѕЄя°£ґа”√”ЏіуЅњ…ъ≤ъ£ђ“„”Џ µѕ÷„‘ґѓїѓ°£
ќё–ƒЌв‘≤ƒ•і≤µƒћЎµгќё–ƒЌв‘≤ƒ•і≤їъєє–‘ƒ№”л∆’Ќ®Ќв‘≤ƒ•і≤ѕа±»љѕ”–ѕ¬Ѕ–ћЎµг°£1°ҐЅђ–шЉ”є§£ђќё–иЌЋµґ£ђ„∞Љ–є§Љюµ»Єі÷∆ ±Љдґћ£ђ…ъ≤ъ¬ Єя°£2°ҐЌ–Љ№ЇЌµЉ¬÷ґ®ќїїъєє±»∆’Ќ®Ќв‘≤ƒ•і≤ґ•Љв°Ґ÷––ƒЉ№їъєє÷І≥–Є’–‘Ї√£ђ«–ѕчЅњњ…“‘љѕіу£ђ≤Ґ”–јы”ЏѕЄ≥§÷бјає§ЉюµƒЉ”є§£ђ“„”Џ µѕ÷ЄяЋўƒ•ѕчЇЌ«њЅ¶ƒ•ѕч°£3°Ґќё–ƒЌв‘≤ƒ•і≤є§ЉюњњЌв‘≤‘Џґ®ќїїъєє…ѕґ®ќї£ђƒ•ѕчЅњ «є§Љю÷±Њґ…ѕµƒ”аЅњ£ђє …∞¬÷µƒƒ•Ћр°ҐљшЄшїъєєµƒ≤є≥•ЇЌ«–»лїъєєµƒ÷ЎЄіґ®ќїЊЂґ»ќу≤оґ‘ЅгЉю÷±Њґ≥яізЊЂґ»µƒ”∞ѕм°£÷ї”–∆’Ќ®Ќв‘≤ƒ•і≤µƒ“ї∞л£ђ≤ї–иіт÷––ƒњ„£ђ«““„”Џ µѕ÷…ѕ°Ґѕ¬Ѕѕ„‘ґѓїѓ°£

4°Ґњн…∞¬÷ќё–ƒƒ•і≤Ќ®єэ љїъєє°Ґњ…≤…”√Љ”іу√њіќµƒЉ”є§”аЅњ£ђ‘Џ«–»лƒ• ±њ…ґ‘Єі‘”–Ќ√ж“јіќ–ќƒ•ѕчїтґа…∞¬÷ƒ•ѕч£ђ…ъ≤ъ¬ Єя£ђ ”√ЈґќІєг°£5°Ґќё–ƒЌв‘≤ƒ•і≤ќё±£÷§ƒ•ѕч±н√ж”лЈ«ƒ•ѕч±н√жµƒѕаґ‘ќї÷√ЊЂґ»£®Ќђ÷бґ»£ђіє÷±ґ»µ»£©µƒїъєє£ђƒ•ѕч÷№ѕтґѕ–шµƒЌв±н√ж ±‘≤ґ»љѕ≤о°£6°Ґƒ•ѕч±н√ж“„≤ъ…ъ∆ж эіќјв‘≤ґ»£ђ»зљѕіу ±ЌщЌщїб‘м≥…≤вЅњ≥яіз–°”Џ„оіу µће≥яізµƒінЊх£ђґш”∞ѕм„∞≈д÷ ЅњЇЌє§„ч–‘ƒ№°£7°Ґїъі≤µч’ыљѕЄі‘”°ҐЈ— ±£ђ√њЄьїї≤їЌђ÷±Њґµƒє§ЉюЊЌ–и≥еµч’ыЌ–Љ№Єяґ»£ђ”лЊајлЉ∞”–єЎµƒє§“’≤ќ э°£є µч’ыЉЉ хƒ—ґ»љѕіу£ђ≤ї “Ћ–°≈ъЉ∞µ•Љю…ъ≤ъ°£

 

|